製品動作音の測定と解析技術
はじめに
モータが組み込まれた製品や駆動部分をもつ製品では、設計や構造の不具合により、製品から想定外の騒音が発生することが あります。また、ギヤの欠損やベアリングの不良、異物の混入といった機械的な異常が起こった場合、通常の音とは異なる音(異常音)が発生します。このよう な場合に、人の耳で騒音の発生箇所の特定や異常音の判別を行なうのは容易ではなく、闇雲で非効率な対策になりがちでした。
こうした背景を踏 まえ、今回、別館2階に無響室(図1)および三次元音響インテンシティ測定システム(図2)を設置しました。本システムは、製品から発生する音の広がりや 分布を可視化することで、音源の位置の特定を容易にするもので、騒音対策による静音化、また、異常音検出による故障解析に応用することが可能です。
導入した装置の説明
無響室
外部からの音が入らない静かな部屋です。室内は壁、床、天井の吸音材により反射がなく、音を正確に測定することができます。
| 仕様 | |
| 型式 | 日本電計 ND無響室 |
| 室内寸法 | W3000×D3000×H2200mm |
| 入口寸法 | W2000×H2000mm |
| 床面構造 | グレーチング+吸音クサビ |
| 暗騒音 | 10dB(A)以下 |
| カットオフ周波数 | 125Hz |
三次元音響インテンシティ測定システム
4つのマイクロホンを組み合わせたプローブとマイクロホン移動装置を用いて、音の方向や量の分布を可視的に表示することができます。
| 仕様 | |
| 型式 | 小野測器 MI-6420 |
| プローブ構造 | 4面体マイクロホン三次元配置 |
| 周波数範囲 | 40Hz~5kHz |
| マイクロホントラバース装置による自動測定 | |
精密騒音計
通常の騒音測定の他、ソフトウェアと併用してFFT解析、オクターブ解析が可能です。
| 仕様 | |
| 型式 | 小野測器 LA-4440 |
| 周波数範囲 | 10Hz~20kHz |
| 測定範囲 | 27~130dB |
| 周波数重み付け特性 | A, C, Z |
| ソフトウェア (PCによる遠隔測定) |
FFT解析 |
| 1/1,1/3リアルタイムオクターブ解析 | |
開発における利用例
本装置では、実機を用いて測定を行ないます。例えば、試作品を測定し、当初の設計段階では想定していない箇所 からの騒音、異常音などが発生している場合は、検討・対策を行って設計にフィードバックするという使い方ができます。また市場に出た製品で音のクレームが 発生した場合は、本装置を用いて音の可視化を行うことで騒音・異常音の原因箇所を究明し、検討・対策を行って次期機種へとフィードバックするという使い方 ができます。
測定事例
例として、異常音を発生する除湿機の測定を行いました。測定時は内蔵のコンプレッサが稼動し、下部の蓋が振動しています。音圧のスペクトル表示を図3に、音響インテンシティのスペクトル表示を図4に示します。
図 3および図4を比較すると、最大値を示す位置が音圧マップでは下部の左側であるのに対して、インテンシティマップでは下部の右側であることがわかります。 騒音計で測定することで音圧マップを作成することは可能ですが、必ずしも最大を示すポイントに音源があるとは限りません。音響インテンシティを利用するこ とで正確な音源の位置を把握することが可能となります。
インテンシティマップでは、下部の左側から右側に向けて矢印が伸びています。また下 部の右側では手前から奥に向けて筐体に吸い込まれる方向に伸びており、左側よりも大きなレベルを示しています。これは下部の左側から発生している音と右側 から発生している音が同一周波数、逆位相で右側の振幅の方が左側よりも大きいということを示しています。測定した除湿機はコンプレッサの振動が筐体を伝わ り下部の蓋を振動させています。この際、左側と右側では位相が反転して振動していると考えられます。
おわりに
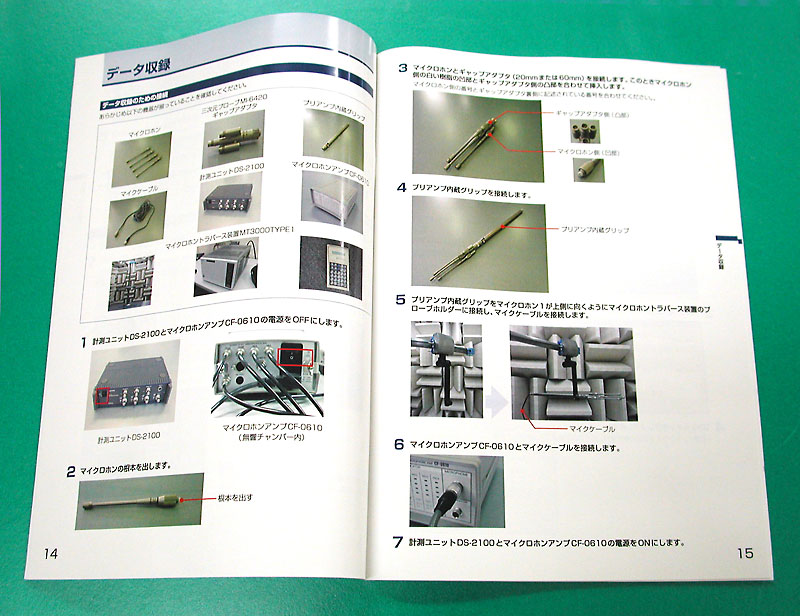
本装置は企業の皆様に広くご利用頂けます。企業の方々が容易に測定できるように、測定対象物を無響室に設置する方法、各種機材のセットアップ、ソフトウェアの設定、データの解析方法などの具体例などについて、装置のマニュアルを作成しました(図5)。
騒音・異常音の解析の他、音に関するご相談がありましたら、お気軽にお問い合せ(TEL 077-558-1500)ください。
※本研究は、「平成20年度近畿地域イノベーション創出共同体形成事業 研究開発環境支援事業」の一環として行われたものです。